Про Егорьевскую обувную фабрику
Экскурсия в производственные цеха ОАО Егорьевск-обувь, Московская область, февраль 2014г.
Осенью 1935 года в помещении бывшей фабрики-кухни города Егорьевска (Московская область) было демонтировано оборудование и начались работы по переустройству здания под промышленное предприятие. В 1936 году фабрика была принята к эксплуатации и приступила к выпуску детской обуви. Сегодня обувное производство в Егорьевске не без успеха продолжают. Всем желающим предлагается пройтись по фабричным цехам и понаблюдать за процессом создания отечественной детской обуви, выпускаемой под торговой маркой «Котофей». Автор материала Михаил Михин
Сложно сказать, с чего именно начинается производство обуви. Легко сказать без чего обувь сделать не получится вовсе: без колодок и штампов-резаков. Вот с них и начнём.
![]()
РМЦ — ремонтно-механический цех. Заготовки будущей обувной колодки. Были внезапно приняты за заготовки для деталей пулемёта РПК.
![]()
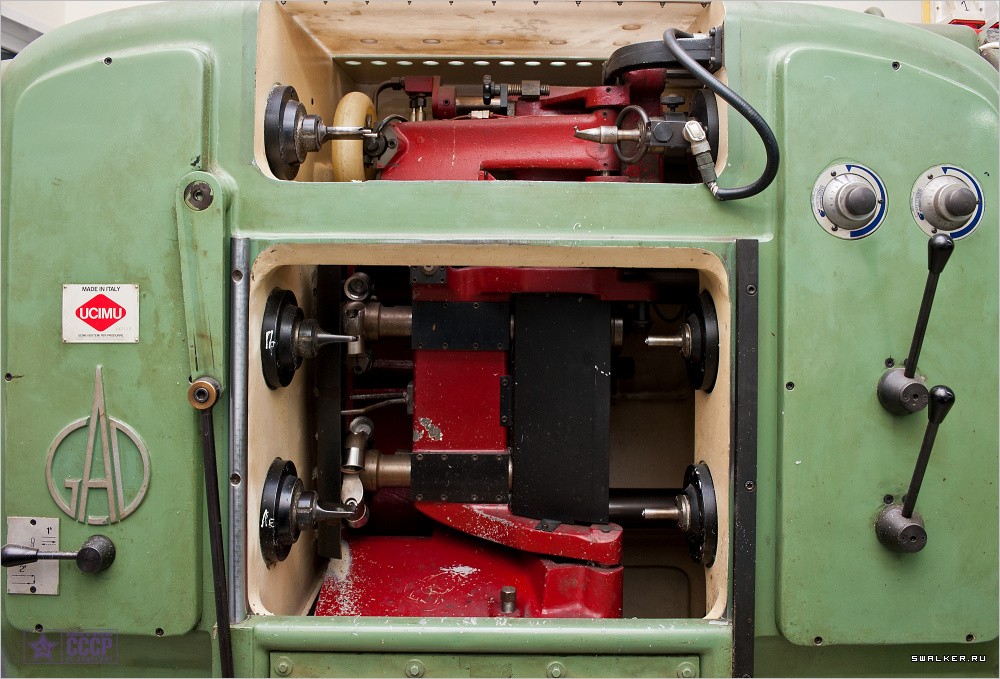
Заготовка попадает в копировальный станок.
![]()
Станок вытачивает копию колодки, ориентируясь на «мастер-модель». Похожим образом в бытовых мастерских изготавливаются копии ключей.
![]()
![]()
Доведённая до пригодного состояния колодка отправляется на производство.
![]()
Такие колодки изготавливаются для каждого размера. Создание мастер-колодки, с которой делаются копии — высший пилотаж обувного производства. Мастер-колодочник должен учесть массу нюансов, в том числе возрастных и национальных. Русская нога — это всегда «кого надо нога». Наша национальная особенность — высокий подъём, и у детей и у взрослых. Русская детская нога пошире других, узкие европейские колодки для нас не подходят.
В середине двухтысячных на фабрике целый год велась работа по созданию новой колодки для обуви ясельной и малодетской групп. Пять сотен детей обмеряли и проанализировали итоги, собрали статистику по полноте, подъёму, высоте каблука. Новые колодки позволили начать выпуск по-настоящему удобной, эргономичной и ортопедически правильной обуви, что важно именно для растущей детской стопы.
С колодки начинается и всякая новая обувь. На этапе конструирования с колодки и присовокупленной подошвы снимается чертёж-полуразвёртка, оцифровывается и поступает в компьютер. Где обрабатывается дизайнерами и технологами в автоматизированной системе конструирования обуви. В дальнейшем тестовая модель производится в единичном экземпляре и отправляется на рассмотрение худсовета. Будучи утверждённой, модель поступает в массовое производство. На утверждённую модель создаётся модельный паспорт, где подробно и детально описывается всё, касающееся материалов и технологии производства модели.
Казалось бы, что может быть проще ботинка? Ан, нет. Не революционные, конечно, перевороты, но новые, свежие конструктивные решения постоянно находятся. А вот специалисты в этой области находятся не так часто, разрыв между наукой и производством в отечественной лёгкой промышленности растёт всё сильнее. Удивительного ничего нет: сельское хозяйство и лёгкая промышленность сейчас в категории сильно отстающих, в частности, по зарплатам. Второй непривлекательный аспект — и там и там надо работать. Такое не всем нравится.
![]()
Колодка сделана, модель определена, дело за материалами.
![]()
Для каждой модели технологически важно выбрать необходимые материалы. Крепкие нитки, например.
Неплохое турецкое название. Запоминающееся.
![]()
![]()
![]()
![]()
![]()
![]()
Необходимые натуральные и синтетические материалы, нитки, фурнитура — всё готово к началу производства. Но начать его без штампов нельзя.
![]()
Штампы-резаки для обувной промышленности изготавливаются работниками РМЦ — ремонтно-механического цеха.
![]()
Бухта со специальной резачной сталью.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
После довольно прецизионного формования будущего резака он сваривается и затачивается.
![]()
![]()
![]()
![]()
Комплект резаков для производства одной модели обуви.
![]()
Помимо штампов-резаков, в производстве обуви применяются и более нежные инструменты.
![]()
Исключительной ценности (во всех смыслах) предметы — резаки отделки. Сделаны в Италии. Каждый пронумерован. Раньше резаки на фабрике делали самостоятельно, это было и сложно и дорого. Теперь предпочитают использовать итальянские, как более качественные и доступные по цене.
![]()
Внутри резака находится упругий материал, автоматически выталкивающий свежевырубленную деталь.
![]()
Резаки. Те самые, что поступают готовыми наборами из РМЦ. В процессе производства резаки могут подтупиться. Механики их поправят, подточат и снова вернут на производственный участок. Совсем изношенные резаки будут заменены новыми.
![]()
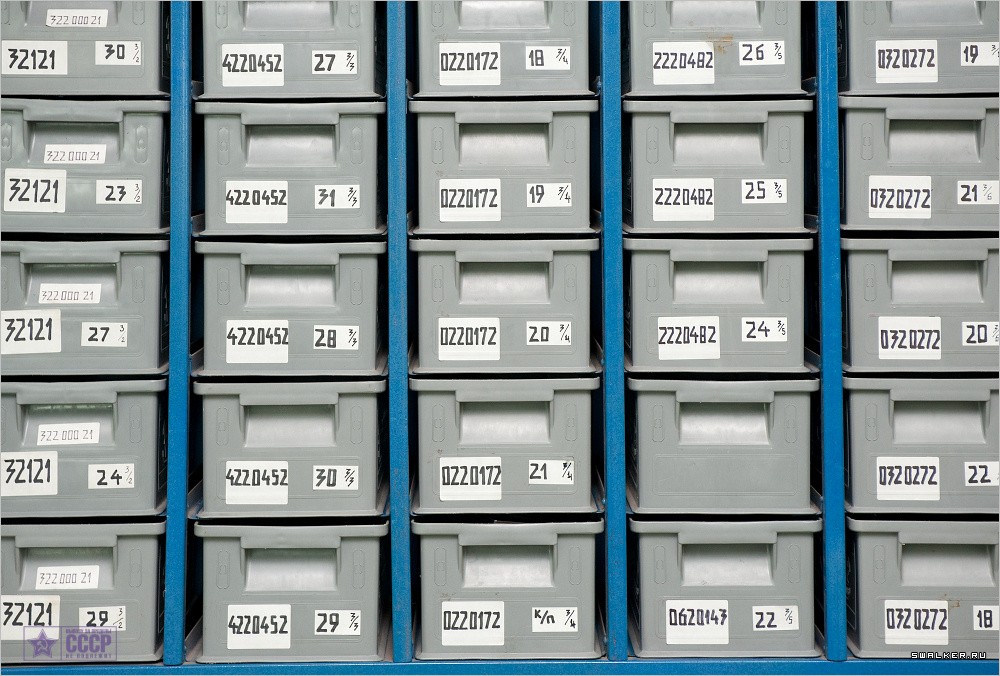
Хранят резаки в спецшкафах. На каждой ячейке указан номер модели, а специальный код разъяснит в каком ряду и на какой полке находятся резаки для данной конкретной модели.
![]()
К каждому размеру каждой модели готовят свой комплект резаков.
![]()
Всё это хозяйство хранится в закройно-штамповочном цеху.
![]()
Цех состоит из двух участков: закройного (раскрой верха обуви, межподкладки и подкладки; используются кожевенные и текстильные материалы, мех, войлок) и штамповочного. На последнем производятся раскрой и обработка деталей низа. Среди таковых замечены: основная стелька, полустелька, стелечный узел (склеенные между собой стелька и полустелька) и подошва из чепрака.
Любая обувь, и взрослая и детская, состоит из приличного количества деталей. Если мысленно разобрать обычный ботинок на составляющие, то можно насчитать до 80 деталей.
Особенность производства детской обуви — исключительная требовательность к соблюдению размеров. Если на взрослой обуви погрешность в пару миллиметров может остаться незамеченной, то на детской ноге такая погрешность недопустима. Это обстоятельство учитывают везде, начиная с производства резака.
![]()
Растянутый на спецвалике материал называется термином «кожевенный товар», а среди работников именуется просто «товаром». Здесь, в самом начале производственного цикла, «товар» внимательно осматривают, помечая сомнительные в смысле качества участки каким-нибудь значком. При раскрое «товара» помеченные участки будут закройщиком опознаны как непригодные и в дело не пойдут.
![]()
Из «товара» формируется заказ, к которому прилагается раскройная карта.
![]()
Типичный представитель «товара». Наверху наш, отечественный войлок. Ниже китайская ткань, в самом низу совместное российско-итальянское творчество. Отечественных материалов в обувном производстве немного. Российские поставщики сырья, в лучшем случае, остановились в технологическом развитии на уровне позднего СССР, а в худшем вовсе прекратили своё существование.
![]()
Это итальянский войлок. Красивый внешне и дублированный мехом изнутри. По качеству наш войлок лучше, плотнее. Итальянский заметно рыхлее, хуже теплоизолирует, зато выглядит наряднее. Приходится либо дополнительно украшать наше сырьё, либо использовать итальянский товар, привлекательный прямо из рулона. Такая же петрушка и с фурнитурой: отечественных комплектующих мало или нет совсем, приходится закупать иностранные. Хотя фурнитуру можно производить и самостоятельно, это совсем не rocket science.
![]()
Интересная ситуация складывается с кожсырьём. Выгодно проделать разного рода «грязные» операции по первичной обработке кожи здесь, потом отправить её за рубеж, там отделать и продать по совсем уже другой цене обратно.
![]()
Закройщица за работой.
![]()
Согласно карте раскроя закройщица получает необходимый товар и набор резаков
![]()
Дальнейшая работа сводится к внимательному укладыванию резака под пресс. Надо экономить материал, не допуская никчёмного расходования и внимательно следить за пометками на товаре, чтобы не запустить забракованные участки в работу.
![]()
Квалификация у закройщиков разная. Самая высокая у закройщиков 6-го разряда, работающих, в основном, с дорогой хромовой кожей. Пятый разряд трудится на кожподкладке, четвёртый — на текстиле.
![]()
Искусство закройщика состоит в умении комбинировать разные детали, стремясь сократить площадь материала, уходящую на разрубы и обрезки. Отходов в обувном производстве немало. Говоря о коже, можно вывести простецкую формулу: ниже сорт кожи — больше отходов. Количество брака может составлять и 40% от площади.
![]()
Итог работы закройщика — такой комплект деталей будущего детского сапожка или ботиночка.
![]()
Чепрачная кожа. Отличается от прочих кож плотностью, толщиной и прочностью. Из неё делают подошвы детских ботиночек.
Это участок работы самых квалифицированных вырубщиков-мужчин.
![]()
Менее квалифицированный участок работы — раскрой и вырубка деталей из полушерстяной ткани. Есть ещё вырубка картонной стельки, эта операция по силам вырубщику 4-го разряда.
![]()
Вырубщик за работой.
![]()
На производстве немало иностранного оборудования: итальянского, чешского. Есть и китайское. Про китайское наладчики рассказали такое: собрано всё в «гараже или сарае», выполнено грубо, по цене доступно и работает, если доглядывать. Прогресс у китайцев в области производства промоборудования колоссальный, но культура производства пока невысока.
![]()
![]()
Итальянский пресс для вырубки.
![]()
Работа с фигурными деталями, предназначенными для декорирования обуви.
![]()
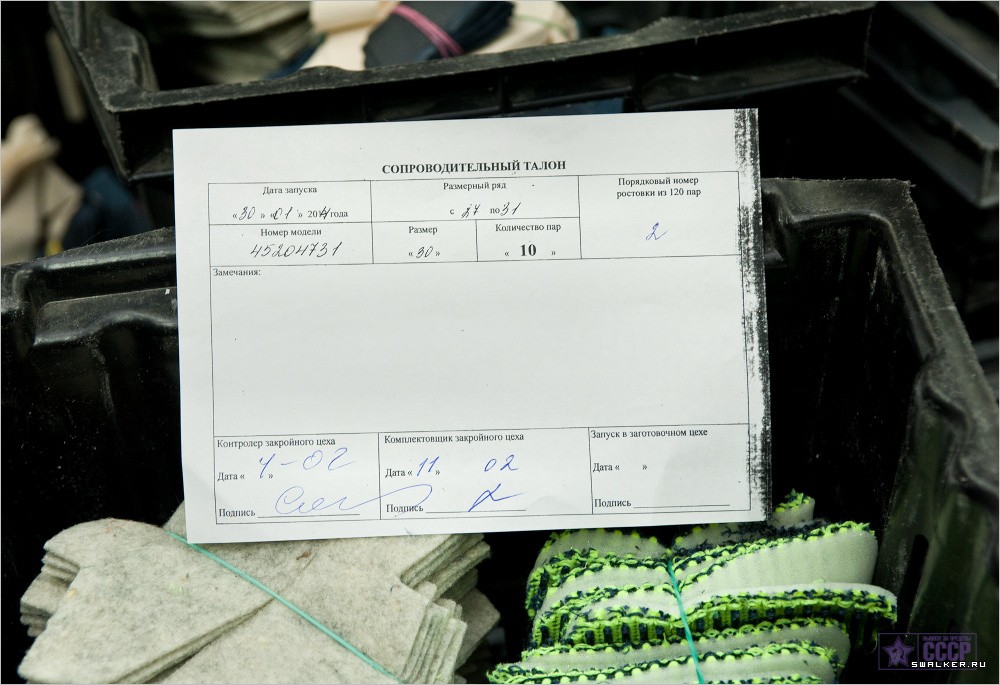
После завершения процесса раскроя и вырубки деталей, они комплектами поступают в комплектовочную. Там всё раскладывается по таким ящикам с приложением сопроводительного талона.
![]()
Часть уже скомплектованных деталей нуждается в дополнительной специальной обработке. Сверху — ещё необработанная деталь, снизу — обработанная, со сточенными краями. Обработка важна для последующей подгонки ровного шва.
![]()
Часть деталей отправляется на принт, вышивку, термоаппликацию или шелкографию.
![]()
Помимо декоративного рисунка, на стельку нанесена информация, стандартно требуемая от производителя: материалы верха, подкладки и низа.
![]()
Рисунок или текст, размещаемый на деталях, продумывается модельерами на этапе создания проекта модели обуви. Обратите внимание на микровырезы и наколы, видимые на заготовках. Они послужат ориентиром и точно укажут откуда начинать ведение строчки при сшивании деталей.
![]()
![]()
Китайское оборудование для отделочных операций.
![]()
Детские каблучки. Привозные. Отечественные.
![]()
Чепрачная кожа в листах на фабрике подвергается дополнительной обработке: её прессуют, выравнивают, рубят на подошвы, вырубку фрезеруют по периметру, приклеивают каблук, подгоняют одно к другому и часть полученного полуфабриката… бракуют. Пример на фото.
Всё, что даже в небольшой степени не соответствует стандартам — отбраковывается. Каблук в таком случае могут оторвать и заново запустить в производство, а вот с чепраком подобный номер невозможен. Сделать из подошвы бОльшего размера подошву меньшего можно. Особенно, если бракованный участок пришёлся на край и может быть безболезненно отрезан. Но нецелесообразно. Переклеймить размер на обрезанной подошве получается уже дороже.
Каблук на обуви для малышей нужен не для красоты, а для безопасности. Он помогает правильно сформироваться детской стопе и, если уж ребёнку случится упасть, то сделать он это должен в направлении «вперёд», а не «назад». Такое падение для ребёнка гораздо безопаснее.
![]()
Процесс формовки стельки. На специальную колодку укладывают плоскую заготовку, прижимают матрицей к колодке и получают готовый стелечный узел: сформованную 3D-стельку, склеенную с полустелькой.
![]()
![]()
![]()
Часть стелек не формуется совсем, например, стельки для босоножек. Надобности нет.
![]()
Перед нами полиэтиленовая вырубочная плита. Именно на неё приходится удар резака.
![]()
Со временем плита приходит в негодность и отправляется в спецмашину, состругивающую шершавый слой.
![]()
Реанимация изношенной плиты.
![]()
Плиточная стружка.
![]()
![]()
Партия деталей, полученная от закройщиков, обработанная, скомплектованная и снабжённая сопроводительными документами готовится к сдаче в заготовочный цех. Стандартный размер сдаваемой партии — 960 пар. Вслед за комплектами деталей отправляемся из закройного цеха в заготовочный.
![]()
В заготовочном цеху собирается из деталей верх обуви. Производство конвейерное. Большинство машин снабжено подвижными платформами, позволяющими передвигать машины к любому месту в меняющейся технологической цепочке.
Скорость движения конвейера изменяют, руководствуясь плановым заданием и текущей производительностью труда. Весь цех — 102 работника. Конвейер в среднем требует участия около 30 человек на модель.
![]()
Комплект деталей складывается в лоток и отправляется «по инстанциям». Работа в цеху довольно однообразная и требующая изрядного внимания. Молодёжи за швейными машинами мало, та предпочитает сидение в офисных креслах.
![]()
Детали сшиваются между собой по тем самым микрознакам и предварительно сделанным наколам. На каждом этапе конвейера швея выполняет свою технологическую операцию. Например, разглаживает шов и нашивает на него тесьму, чтобы ногу внутри обуви ничто не царапало и не раздражало.
![]()
Часть деталей нашивается одна на другую, часть требует стачивания — пришивания встык зигзагообразным швом. Операция требующая аккуратности, кожа — не ткань, повторной прошивки не потерпит.
![]()
К состроченной детали пришиваем элемент фурнитуры — рамку, куда будет продет ремень-застёжка. Сам элемент перед пришиванием надо собрать вручную. Автоматизировать подобные операции человечество пока не научилось.
![]()
Люди на конвейере могут меняются в рамках своей квалификации.
![]()
![]()
![]()
Заготовка, проходя по конвейеру, начинает напоминать готовый продукт.
![]()
![]()
Детский войлочный сапог. В Егорьевске этот класс продукции «возрождён» в начале двухтысячных.
![]()
Почти готовый верх обуви.
![]()
![]()
![]()
![]()
Вклейка жёсткого задника.
![]()
К детали приклеивается застёжка-молния. На следующем этапе молнию пришьют, а приклеивание позволяет освободить швее руки и избежать перекосов при подаче деталей под строчку.
![]()
Без паяльника в обувном деле никак не обойтись.
![]()
Приклеенная, а затем и пришитая к заготовке застёжка-молния обычно длиннее, чем нужно. Лишнее вручную отрезается ножницами.
![]()
Затем вручную запаивается паяльником.
![]()
![]()
Как и молнию, клеем промазывают верх и подкладку.
![]()
Есть в процессе склеивания некоторые технологические хитрости. Например, детали нельзя сразу же прижимать друг к другу. Потому операции на конвейере разнесены таким образом, чтобы минуты, необходимые для надёжного склеивания, прошли естественным образом, не тормозя всего производства.
![]()
Чтобы склеиваемые поверхности плотно прилегали друг к другу, заготовка, промазанная клеем, попадает под специнструмент.
![]()
Инструмент называется «околачивателем». С большой частотой и небольшим усилием он «приколачивает» детали друг к другу, гарантируя надёжность склейки. Одна из немногих операций, с которой справились бы даже некоторые фотографы. Ну, процент способных к этому делу среди никонистов, думаю, повыше будет.
Уточнил статистику травматизма в рядах операторов околачивателя. Засунуть в аппарат палец возможным не представляется, он туда не пролезет. Но если стараться специально — можно прищемить. Проверять не стал.
![]()
Иногда околачивают вручную, например, в случае с опушкой. Ещё одна операция, выполняемая всегда только вручную — обрезка излишков кожподкладки с заготовки. Автоматизировать её нельзя в принципе.
![]()
Приклеивание декоративного элемента. Обратите внимание на клапан, вшитый в сапожок. Даже если застёжка у ребёнка случайно расстегнётся — снег в сапог не попадёт и детские ноги останутся сухими и тёплыми.
![]()
Чтобы носок ботинка держал форму и не деформировался, к нему приклеивается подносок из тонкого термопластичного материала. Пришивать его нельзя, это тонкий пластик.
Подобная история происходит и с задником. По ГОСТу, до определённого размера, детскую обувь без жесткого задника выпускать просто нельзя.
![]()
Вот и конец технологической цепочки. Пристрачивание элементов отделки и контроль качества. Ботинок или сапожок уже вполне узнаваемы
![]()
Работа на производстве непростая, в связи с отсутствием готовых кадров, их готовят прямо на производстве из числа желающих. На фабрике нет и в помине засилья т.н. «гастарбайтеров». Учитывая общую депрессивность отрасли — шаг, безусловно, серьёзный.
![]()
Скомплектованные по размерам заготовки собираются в пары. Распаривание заготовок на любых этапах не приветствуется, даже небольшие расхождения, например, в оттенке материалов, могут привести к расстройству покупателя и отказу от покупки.
Обратите внимание на верх сапожка из итальянского красивого войлока, низ из отечественного тёплого и непродуваемого войлока и искуственный мех. Такой мех делают из натуральной шерсти на текстильной основе. Всё вместе получается красивым, надёжным и тёплым одновременно.
![]()
Ежедневно с конвейера сходят около 500 пар детской обуви. В день съёмки в цеху работали три конвейера, загрузивших в кладовые около 1500 пар. На этом заготовочный цех свою работу закончил и сдал вахту цеху пошивочному.
Пошивочный цех превращает заготовку в готовый продукт. Первая операция — обстрачивание заготовки по затяжной кромке. Там где это необходимо, в заготовку вставляется жесткий задник из кожкартона, полуфабрикат разглаживается, расправляется и отправляется на увлажнение с формованием.
![]()
Прибивка стелек. Каждая стелька по фасону колодки к этой самой пластиковой колодке прибивается парой мелких гвоздей. Гвозди уважительно называются «стелечными крепителями».
![]()
На стельке указан номер размера, соответственно номеру подбирается и колодка.
![]()
Участок затяжки. Пожалуй, самая сложная операция во всём обувном производстве. Заготовка увлажняется, промазывается клеем и плотно обжимается по колодке станком и руками.
![]()
Специальный инструмент в руках затяжчицы называется обувными затяжными клещами. Клещи со встроенным молоточком служат для ручной обтяжки и затяжки заготовки на колодке.
![]()
Полуавтоматизация процесса обтяжки.
![]()
Иногда на конвейере приходится выполнять несколько операций. Затяжка клещами и сборка крышек обувной коробки могут производиться одним и тем же человеком.
![]()
Затяжка и околачивание пяточной части.
![]()
Собранный на колодке ботинок отправляется в печь-сушилку.
![]()
![]()
![]()
Процесс извлечения стелечных крепителей или, проще говоря, двух маленьких гвоздиков.
![]()
Специнструмент для извлечения гвоздиков.
![]()
Операция взъерошивания следа. Если на этом участке заготовка даёт искру — значит гвоздик пропущен. Случай редкий, на взъерошивании никаких трений металла о металл быть не должно.
![]()
После взъерошивания лишний материал вручную обрезается.
![]()
Заготовка верха обуви в одном шаге от приклеивания подошвы. Взъерошивание играет свою роль: шершавая поверхность лучше склеивается с подошвой.
![]()
Специальная прокладка призвана сровнять уровни затяжной кромки и стельки
![]()
Дважды промазанная полиуретановым клеем заготовка вместе с подошвой отправляется на 10-15 минут в сушилку, а оттуда в пресс.
![]()
Специальный «холодильник» для стабилизации склеивания обуви. Температура внутри установки -12С. На выходе обувь с накрепко приклеенной подошвой снимается с колодок вручную. Операция трудоёмкая, обычно её выполняет мужчина.
![]()
Примерно через час движения по конвейеру заготовка превращается в готовый ботинок. Его осматривают, подчищают, разглаживают, удаляют лишний клей, в общем — доводят до товарного вида.
Обратите внимание на приспособление в правой руке работницы. Один из постоянно применяемых на этом этапе ручных инструментов. Позволяет забраться в труднодоступные уголки обуви, разгладить, срезать, поправить — да много чего, инструмент многофункционален. Среди работниц называется «ковырялкой», производится в РМЦ из той же резачной стали, что и штампы. Выцыганил себе такой инструмент на память.
![]()
Промышленный фен позволяет прижечь, например, распушившийся кончик синтетической нити.
![]()
Всё, детская обувь готова. Впереди её ждёт участок окончательного контроля, проверка молнии и снабжение шнурками.
![]()
Контролёр, помимо качества изделия, проверяет соответствие левого и правого ботинок друг другу. На контроль каждой пары есть до 30 секунд.
![]()
Упаковка готового товара в коробки. Ботинки проверены, заклеймены, красиво зашнурованы (именно красиво, это важно), «липучки» и молнии застёгнуты, ботинки снабжены ярлычками на пластиковых «гарпунах».
![]()
Под каждую модель имеется свой коробочный крой. Дно, крышка, упаковочная бумага — последнее, что добавляют к ботинкам на конвейере. Готовая обувь собирается в большие короба по размерам. Короба закрываются, заклеиваются и по накладным сдаются на склад. За год туда поступает около 3 миллионов пар обуви, произведённой под торговой маркой «Котофей».
![]()
Склад — царство логистиков. Большой, тёплый, благоустроенный, с электронными метками и автоматизированным учётом.
![]()
Со склада обувь поступает в магазины.
![]()
В магазине детская обувь попадает под раздачу беспощадного отечественного ценообразования. Производитель рекомендует удерживать торговую розничную наценку на уровне +70% к закупочной цене. На деле чаще получается +300% с последующей серией скидок, приуроченных к чему попало.
Потребитель реагирует естественным образом: обращается в фирменные розничные магазины с умеренным уровнем цен, или, невзирая на «заряженный ценник», бесстрашно меряет обувь, благодарит и прощается. Чтобы заказать полюбившуюся модель нужного артикула и размера в не столь жадном интернет-магазине.
Ассортиментный ряд чрезвычайно широк. Варьируется всё: материалы, отделка, форма, цвет. Чисто технологически частая сменяемость моделей для производства нежелательна. При производстве крупной партии производительность труда элементарно растёт: люди на конвейере со временем выполняют одну и ту же операцию всё лучше.
![]()
Особенность детской обуви — отсутствие необходимости многолетнего сбережения. Нет нужды в подборе суперизносостойких материалов, детская нога растёт гораздо быстрее, чем изнашивается обувь.
![]()
Интересное и вредное явление, до сих пор у нас в стране сохраняющееся — передача обуви по наследству от старшего ребёнка младшему. Помимо чисто гигиенических нюансов, обувь всё же приформовывается за время носки по ноге обладателя и следующий за ним владелец, хочет он того или нет, будет вынужден «подгонять» свою ногу под имеющуюся чужую «колодку».
![]()
Для дошкольников обувь выбирают, преимущественно, родители. Младшие школьники уже в половине случаев могут оказать существенное влияние на выбор, ну а после окончания младших классов свою волю начинает диктовать коллектив таких же школьников. В школу надо ходить в том что «круто». В этом разрезе торговая марка «Котофей» может рассматриваться школьниками как «детская», невзирая на любые её преимущества перед китайскими поделками с условным названием «Abibas».
Чисто современная «напасть» — люди перестали ходить по пересечённой местности, большинство поверхностей, по которым мы передвигаемся — плоские. Это плохо для формирования стопы и может привести к необходимости ношения ортопедической обуви. Последняя нужна людям с отклонениями от нормали в развитии стопы, это «лечебная» обувь для коррекции и исправления. Использование в рекламе обуви прямых указаний или намёков на «ортопедичность» должно настораживать покупателя, а не привлекать. Чаще же получается наоборот: турки, например, грешат «ортопедичностью», вставляя в обувь «универсальные» жесткие супинаторы и выдавая такую конструкцию за благо.
![]()
В массовом сознании польза таких «ортопедических» супинаторов сильно преувеличена, потому добросовестному производителю приходится идти на некоторые трюки: супинатор в обуви изначально есть, вот он, смотрите. Но негативного влияния на нормальную, здоровую ногу он не оказывает, потому что выполнен из мягкого материала. На ногу, нуждающуюся в коррекции, он тоже не повлияет, как это может случиться с жестким турецким супинатором, «заточенным» не под конкретного пациента, а под некое «среднее по больнице» значение.
Интересно обстоят дела с «ортопедией» (и прочими возможными нарушениями стандартов) у наших соседей-белорусов. Производить можно что угодно, но если инспектор найдёт несоответствующую требованиям продукцию в торговой точке — наказан будет продавец. Тоталитарно и антидемократично. Зато для людей.
![]()
Веление времени — сокращение линейки детских моделей со шнурками. Завязывать шнурки современные школьники не умеют, родители не хотят, в итоге шнурки остаются только в качестве декоративного элемента, продублированного застёжкой-молнией. Пользоваться мобильным телефоном умеют 90% школьников, а завязывать самому себе шнурки только 40%. Лично для меня сия ситуация выглядит дикой.
Обувь для школьника, которая вполне может использоваться в качестве «сменной», не должна оставлять следов-полос на полу. При проектировании модели необходимо учесть и этот параметр.
![]()
Резиновые сапоги с отечественным дизайном.
![]()
В России детские обувные размеры попадают в промежуток от 18 до 38 (а иногда и до 41). Это европейская система, называемая иногда штихмассовой. Одна «единица» в такой системе эквивалентна двум третям сантиметра.
Особенность детской женской обуви — требование по отсутствию каблука. С точки зрения медицины, обувь на высоком каблуке наносит женскому организму вред. Но повышение собственной привлекательности для большинства женщин важнее, потому девочек старшего возраста отсутствие высокого каблука расстраивает.
![]()
Строгое требование к детской обуви — больше натуральных материалов. Бывает, что обувь производится преимущественно или даже целиком из синтетики. Она дешевле по цене и предназначена для кратковременного, пляжного, например ношения. Хит детской обуви из натуральной кожи — чешки. Пользуются постоянным устойчивым спросом.
![]()
Детские ботинки, пригодные для повседневного сезонного ношения. Очень добротные штиблеты из натуральной эластичной кожи «пулл-ап» (pull-up), со шлифованной лицевой поверхностью и водоотталкивающим эффектом.
![]()
![]()
Детские войлочные сапожки. Сочетают в себе все достоинства удобной и износостойкой синтетической подошвы с высокими качествами натуральной валяной шерсти. У отечественного войлока конкурентов мало или нет совсем. Плотный, тёплый, непродуваемый материал важнее «узоров». У войлочной обуви ещё и самый широкий диапазон по допустимым температурам. Можно комфортно находиться в ней и в тёплом помещении и на морозе. Обувь из валяной шерсти «дышит», поглощая и испаряя влагу.
![]()
При возможности войлок декорируется. Как видно, декорация двунаправленная: с более сказочным уклоном и более агрессивным, «мальчиковым». Часть обуви украшается неодинаковыми для левого и правого экземпляра принтами. Это позволяет малышам быстрее научиться различать «право» и «лево».
![]()
Для обеспечения комфорта войлочные сапоги оборудованы молниями или «липучками». В ассортименте есть особо тёплые модели: войлок на меховой подкладке.
![]()
Обувь с синтетическим верхом, предназначенная для ношения в агрессивных условиях отечественной зимы.
![]()
![]()
Перед нами то немногое, что производится на фабрике для взрослых. Условно называемые «валенками» войлочные или комбинированные сапоги. Именно такие (чёрные, модели Hunter) протестировал лично: лёгкая и тёплая обувь, привлекательно выглядящая, на молнии и с вшитым защитным клапаном. Задник и носок усилены, подошва с протектором.
![]()
Для прекрасных дам: исключительно популярная женская модель.
![]()
Рабочее место на обувной фабрике должно быть оборудовано соответствующим образом.
![]()
Приёмная генерального директора, оформленная такого рода коллекцией, не оставляет никаких сомнений: здесь делают именно обувь.
![]()
Коридоры административного корпуса завешаны рамками с дипломами и благодарностями.
![]()
Встречаются исторические экземпляры.
![]()
Очень интересный штамп. Эклектика!
![]()
![]()
Встречаются и нестандартные благодарности. На мой взгляд, куда более ценные, чем те, официальные.
![]()
Автор материала Михаил Михин
Осенью 1935 года в помещении бывшей фабрики-кухни города Егорьевска (Московская область) было демонтировано оборудование и начались работы по переустройству здания под промышленное предприятие. В 1936 году фабрика была принята к эксплуатации и приступила к выпуску детской обуви. Сегодня обувное производство в Егорьевске не без успеха продолжают. Всем желающим предлагается пройтись по фабричным цехам и понаблюдать за процессом создания отечественной детской обуви, выпускаемой под торговой маркой «Котофей». Автор материала Михаил Михин
Сложно сказать, с чего именно начинается производство обуви. Легко сказать без чего обувь сделать не получится вовсе: без колодок и штампов-резаков. Вот с них и начнём.

РМЦ — ремонтно-механический цех. Заготовки будущей обувной колодки. Были внезапно приняты за заготовки для деталей пулемёта РПК.

Заготовка попадает в копировальный станок.

Станок вытачивает копию колодки, ориентируясь на «мастер-модель». Похожим образом в бытовых мастерских изготавливаются копии ключей.

Доведённая до пригодного состояния колодка отправляется на производство.

Такие колодки изготавливаются для каждого размера. Создание мастер-колодки, с которой делаются копии — высший пилотаж обувного производства. Мастер-колодочник должен учесть массу нюансов, в том числе возрастных и национальных. Русская нога — это всегда «кого надо нога». Наша национальная особенность — высокий подъём, и у детей и у взрослых. Русская детская нога пошире других, узкие европейские колодки для нас не подходят.
В середине двухтысячных на фабрике целый год велась работа по созданию новой колодки для обуви ясельной и малодетской групп. Пять сотен детей обмеряли и проанализировали итоги, собрали статистику по полноте, подъёму, высоте каблука. Новые колодки позволили начать выпуск по-настоящему удобной, эргономичной и ортопедически правильной обуви, что важно именно для растущей детской стопы.
С колодки начинается и всякая новая обувь. На этапе конструирования с колодки и присовокупленной подошвы снимается чертёж-полуразвёртка, оцифровывается и поступает в компьютер. Где обрабатывается дизайнерами и технологами в автоматизированной системе конструирования обуви. В дальнейшем тестовая модель производится в единичном экземпляре и отправляется на рассмотрение худсовета. Будучи утверждённой, модель поступает в массовое производство. На утверждённую модель создаётся модельный паспорт, где подробно и детально описывается всё, касающееся материалов и технологии производства модели.
Казалось бы, что может быть проще ботинка? Ан, нет. Не революционные, конечно, перевороты, но новые, свежие конструктивные решения постоянно находятся. А вот специалисты в этой области находятся не так часто, разрыв между наукой и производством в отечественной лёгкой промышленности растёт всё сильнее. Удивительного ничего нет: сельское хозяйство и лёгкая промышленность сейчас в категории сильно отстающих, в частности, по зарплатам. Второй непривлекательный аспект — и там и там надо работать. Такое не всем нравится.

Колодка сделана, модель определена, дело за материалами.

Для каждой модели технологически важно выбрать необходимые материалы. Крепкие нитки, например.
Неплохое турецкое название. Запоминающееся.





Необходимые натуральные и синтетические материалы, нитки, фурнитура — всё готово к началу производства. Но начать его без штампов нельзя.

Штампы-резаки для обувной промышленности изготавливаются работниками РМЦ — ремонтно-механического цеха.

Бухта со специальной резачной сталью.







После довольно прецизионного формования будущего резака он сваривается и затачивается.




Комплект резаков для производства одной модели обуви.

Помимо штампов-резаков, в производстве обуви применяются и более нежные инструменты.

Исключительной ценности (во всех смыслах) предметы — резаки отделки. Сделаны в Италии. Каждый пронумерован. Раньше резаки на фабрике делали самостоятельно, это было и сложно и дорого. Теперь предпочитают использовать итальянские, как более качественные и доступные по цене.

Внутри резака находится упругий материал, автоматически выталкивающий свежевырубленную деталь.

Резаки. Те самые, что поступают готовыми наборами из РМЦ. В процессе производства резаки могут подтупиться. Механики их поправят, подточат и снова вернут на производственный участок. Совсем изношенные резаки будут заменены новыми.

Хранят резаки в спецшкафах. На каждой ячейке указан номер модели, а специальный код разъяснит в каком ряду и на какой полке находятся резаки для данной конкретной модели.

К каждому размеру каждой модели готовят свой комплект резаков.
Всё это хозяйство хранится в закройно-штамповочном цеху.

Цех состоит из двух участков: закройного (раскрой верха обуви, межподкладки и подкладки; используются кожевенные и текстильные материалы, мех, войлок) и штамповочного. На последнем производятся раскрой и обработка деталей низа. Среди таковых замечены: основная стелька, полустелька, стелечный узел (склеенные между собой стелька и полустелька) и подошва из чепрака.
Любая обувь, и взрослая и детская, состоит из приличного количества деталей. Если мысленно разобрать обычный ботинок на составляющие, то можно насчитать до 80 деталей.
Особенность производства детской обуви — исключительная требовательность к соблюдению размеров. Если на взрослой обуви погрешность в пару миллиметров может остаться незамеченной, то на детской ноге такая погрешность недопустима. Это обстоятельство учитывают везде, начиная с производства резака.

Растянутый на спецвалике материал называется термином «кожевенный товар», а среди работников именуется просто «товаром». Здесь, в самом начале производственного цикла, «товар» внимательно осматривают, помечая сомнительные в смысле качества участки каким-нибудь значком. При раскрое «товара» помеченные участки будут закройщиком опознаны как непригодные и в дело не пойдут.

Из «товара» формируется заказ, к которому прилагается раскройная карта.

Типичный представитель «товара». Наверху наш, отечественный войлок. Ниже китайская ткань, в самом низу совместное российско-итальянское творчество. Отечественных материалов в обувном производстве немного. Российские поставщики сырья, в лучшем случае, остановились в технологическом развитии на уровне позднего СССР, а в худшем вовсе прекратили своё существование.

Это итальянский войлок. Красивый внешне и дублированный мехом изнутри. По качеству наш войлок лучше, плотнее. Итальянский заметно рыхлее, хуже теплоизолирует, зато выглядит наряднее. Приходится либо дополнительно украшать наше сырьё, либо использовать итальянский товар, привлекательный прямо из рулона. Такая же петрушка и с фурнитурой: отечественных комплектующих мало или нет совсем, приходится закупать иностранные. Хотя фурнитуру можно производить и самостоятельно, это совсем не rocket science.

Интересная ситуация складывается с кожсырьём. Выгодно проделать разного рода «грязные» операции по первичной обработке кожи здесь, потом отправить её за рубеж, там отделать и продать по совсем уже другой цене обратно.

Закройщица за работой.

Согласно карте раскроя закройщица получает необходимый товар и набор резаков

Дальнейшая работа сводится к внимательному укладыванию резака под пресс. Надо экономить материал, не допуская никчёмного расходования и внимательно следить за пометками на товаре, чтобы не запустить забракованные участки в работу.

Квалификация у закройщиков разная. Самая высокая у закройщиков 6-го разряда, работающих, в основном, с дорогой хромовой кожей. Пятый разряд трудится на кожподкладке, четвёртый — на текстиле.

Искусство закройщика состоит в умении комбинировать разные детали, стремясь сократить площадь материала, уходящую на разрубы и обрезки. Отходов в обувном производстве немало. Говоря о коже, можно вывести простецкую формулу: ниже сорт кожи — больше отходов. Количество брака может составлять и 40% от площади.

Итог работы закройщика — такой комплект деталей будущего детского сапожка или ботиночка.

Чепрачная кожа. Отличается от прочих кож плотностью, толщиной и прочностью. Из неё делают подошвы детских ботиночек.
Это участок работы самых квалифицированных вырубщиков-мужчин.

Менее квалифицированный участок работы — раскрой и вырубка деталей из полушерстяной ткани. Есть ещё вырубка картонной стельки, эта операция по силам вырубщику 4-го разряда.

Вырубщик за работой.

На производстве немало иностранного оборудования: итальянского, чешского. Есть и китайское. Про китайское наладчики рассказали такое: собрано всё в «гараже или сарае», выполнено грубо, по цене доступно и работает, если доглядывать. Прогресс у китайцев в области производства промоборудования колоссальный, но культура производства пока невысока.


Итальянский пресс для вырубки.

Работа с фигурными деталями, предназначенными для декорирования обуви.

После завершения процесса раскроя и вырубки деталей, они комплектами поступают в комплектовочную. Там всё раскладывается по таким ящикам с приложением сопроводительного талона.

Часть уже скомплектованных деталей нуждается в дополнительной специальной обработке. Сверху — ещё необработанная деталь, снизу — обработанная, со сточенными краями. Обработка важна для последующей подгонки ровного шва.

Часть деталей отправляется на принт, вышивку, термоаппликацию или шелкографию.

Помимо декоративного рисунка, на стельку нанесена информация, стандартно требуемая от производителя: материалы верха, подкладки и низа.

Рисунок или текст, размещаемый на деталях, продумывается модельерами на этапе создания проекта модели обуви. Обратите внимание на микровырезы и наколы, видимые на заготовках. Они послужат ориентиром и точно укажут откуда начинать ведение строчки при сшивании деталей.


Китайское оборудование для отделочных операций.

Детские каблучки. Привозные. Отечественные.

Чепрачная кожа в листах на фабрике подвергается дополнительной обработке: её прессуют, выравнивают, рубят на подошвы, вырубку фрезеруют по периметру, приклеивают каблук, подгоняют одно к другому и часть полученного полуфабриката… бракуют. Пример на фото.
Всё, что даже в небольшой степени не соответствует стандартам — отбраковывается. Каблук в таком случае могут оторвать и заново запустить в производство, а вот с чепраком подобный номер невозможен. Сделать из подошвы бОльшего размера подошву меньшего можно. Особенно, если бракованный участок пришёлся на край и может быть безболезненно отрезан. Но нецелесообразно. Переклеймить размер на обрезанной подошве получается уже дороже.
Каблук на обуви для малышей нужен не для красоты, а для безопасности. Он помогает правильно сформироваться детской стопе и, если уж ребёнку случится упасть, то сделать он это должен в направлении «вперёд», а не «назад». Такое падение для ребёнка гораздо безопаснее.

Процесс формовки стельки. На специальную колодку укладывают плоскую заготовку, прижимают матрицей к колодке и получают готовый стелечный узел: сформованную 3D-стельку, склеенную с полустелькой.



Часть стелек не формуется совсем, например, стельки для босоножек. Надобности нет.

Перед нами полиэтиленовая вырубочная плита. Именно на неё приходится удар резака.

Со временем плита приходит в негодность и отправляется в спецмашину, состругивающую шершавый слой.

Реанимация изношенной плиты.

Плиточная стружка.

Партия деталей, полученная от закройщиков, обработанная, скомплектованная и снабжённая сопроводительными документами готовится к сдаче в заготовочный цех. Стандартный размер сдаваемой партии — 960 пар. Вслед за комплектами деталей отправляемся из закройного цеха в заготовочный.

В заготовочном цеху собирается из деталей верх обуви. Производство конвейерное. Большинство машин снабжено подвижными платформами, позволяющими передвигать машины к любому месту в меняющейся технологической цепочке.
Скорость движения конвейера изменяют, руководствуясь плановым заданием и текущей производительностью труда. Весь цех — 102 работника. Конвейер в среднем требует участия около 30 человек на модель.

Комплект деталей складывается в лоток и отправляется «по инстанциям». Работа в цеху довольно однообразная и требующая изрядного внимания. Молодёжи за швейными машинами мало, та предпочитает сидение в офисных креслах.

Детали сшиваются между собой по тем самым микрознакам и предварительно сделанным наколам. На каждом этапе конвейера швея выполняет свою технологическую операцию. Например, разглаживает шов и нашивает на него тесьму, чтобы ногу внутри обуви ничто не царапало и не раздражало.

Часть деталей нашивается одна на другую, часть требует стачивания — пришивания встык зигзагообразным швом. Операция требующая аккуратности, кожа — не ткань, повторной прошивки не потерпит.

К состроченной детали пришиваем элемент фурнитуры — рамку, куда будет продет ремень-застёжка. Сам элемент перед пришиванием надо собрать вручную. Автоматизировать подобные операции человечество пока не научилось.

Люди на конвейере могут меняются в рамках своей квалификации.



Заготовка, проходя по конвейеру, начинает напоминать готовый продукт.


Детский войлочный сапог. В Егорьевске этот класс продукции «возрождён» в начале двухтысячных.

Почти готовый верх обуви.




Вклейка жёсткого задника.

К детали приклеивается застёжка-молния. На следующем этапе молнию пришьют, а приклеивание позволяет освободить швее руки и избежать перекосов при подаче деталей под строчку.

Без паяльника в обувном деле никак не обойтись.

Приклеенная, а затем и пришитая к заготовке застёжка-молния обычно длиннее, чем нужно. Лишнее вручную отрезается ножницами.

Затем вручную запаивается паяльником.


Как и молнию, клеем промазывают верх и подкладку.

Есть в процессе склеивания некоторые технологические хитрости. Например, детали нельзя сразу же прижимать друг к другу. Потому операции на конвейере разнесены таким образом, чтобы минуты, необходимые для надёжного склеивания, прошли естественным образом, не тормозя всего производства.

Чтобы склеиваемые поверхности плотно прилегали друг к другу, заготовка, промазанная клеем, попадает под специнструмент.

Инструмент называется «околачивателем». С большой частотой и небольшим усилием он «приколачивает» детали друг к другу, гарантируя надёжность склейки. Одна из немногих операций, с которой справились бы даже некоторые фотографы. Ну, процент способных к этому делу среди никонистов, думаю, повыше будет.
Уточнил статистику травматизма в рядах операторов околачивателя. Засунуть в аппарат палец возможным не представляется, он туда не пролезет. Но если стараться специально — можно прищемить. Проверять не стал.

Иногда околачивают вручную, например, в случае с опушкой. Ещё одна операция, выполняемая всегда только вручную — обрезка излишков кожподкладки с заготовки. Автоматизировать её нельзя в принципе.

Приклеивание декоративного элемента. Обратите внимание на клапан, вшитый в сапожок. Даже если застёжка у ребёнка случайно расстегнётся — снег в сапог не попадёт и детские ноги останутся сухими и тёплыми.

Чтобы носок ботинка держал форму и не деформировался, к нему приклеивается подносок из тонкого термопластичного материала. Пришивать его нельзя, это тонкий пластик.
Подобная история происходит и с задником. По ГОСТу, до определённого размера, детскую обувь без жесткого задника выпускать просто нельзя.

Вот и конец технологической цепочки. Пристрачивание элементов отделки и контроль качества. Ботинок или сапожок уже вполне узнаваемы

Работа на производстве непростая, в связи с отсутствием готовых кадров, их готовят прямо на производстве из числа желающих. На фабрике нет и в помине засилья т.н. «гастарбайтеров». Учитывая общую депрессивность отрасли — шаг, безусловно, серьёзный.

Скомплектованные по размерам заготовки собираются в пары. Распаривание заготовок на любых этапах не приветствуется, даже небольшие расхождения, например, в оттенке материалов, могут привести к расстройству покупателя и отказу от покупки.
Обратите внимание на верх сапожка из итальянского красивого войлока, низ из отечественного тёплого и непродуваемого войлока и искуственный мех. Такой мех делают из натуральной шерсти на текстильной основе. Всё вместе получается красивым, надёжным и тёплым одновременно.

Ежедневно с конвейера сходят около 500 пар детской обуви. В день съёмки в цеху работали три конвейера, загрузивших в кладовые около 1500 пар. На этом заготовочный цех свою работу закончил и сдал вахту цеху пошивочному.
Пошивочный цех превращает заготовку в готовый продукт. Первая операция — обстрачивание заготовки по затяжной кромке. Там где это необходимо, в заготовку вставляется жесткий задник из кожкартона, полуфабрикат разглаживается, расправляется и отправляется на увлажнение с формованием.

Прибивка стелек. Каждая стелька по фасону колодки к этой самой пластиковой колодке прибивается парой мелких гвоздей. Гвозди уважительно называются «стелечными крепителями».

На стельке указан номер размера, соответственно номеру подбирается и колодка.

Участок затяжки. Пожалуй, самая сложная операция во всём обувном производстве. Заготовка увлажняется, промазывается клеем и плотно обжимается по колодке станком и руками.

Специальный инструмент в руках затяжчицы называется обувными затяжными клещами. Клещи со встроенным молоточком служат для ручной обтяжки и затяжки заготовки на колодке.

Полуавтоматизация процесса обтяжки.

Иногда на конвейере приходится выполнять несколько операций. Затяжка клещами и сборка крышек обувной коробки могут производиться одним и тем же человеком.

Затяжка и околачивание пяточной части.

Собранный на колодке ботинок отправляется в печь-сушилку.



Процесс извлечения стелечных крепителей или, проще говоря, двух маленьких гвоздиков.

Специнструмент для извлечения гвоздиков.

Операция взъерошивания следа. Если на этом участке заготовка даёт искру — значит гвоздик пропущен. Случай редкий, на взъерошивании никаких трений металла о металл быть не должно.

После взъерошивания лишний материал вручную обрезается.

Заготовка верха обуви в одном шаге от приклеивания подошвы. Взъерошивание играет свою роль: шершавая поверхность лучше склеивается с подошвой.

Специальная прокладка призвана сровнять уровни затяжной кромки и стельки

Дважды промазанная полиуретановым клеем заготовка вместе с подошвой отправляется на 10-15 минут в сушилку, а оттуда в пресс.

Специальный «холодильник» для стабилизации склеивания обуви. Температура внутри установки -12С. На выходе обувь с накрепко приклеенной подошвой снимается с колодок вручную. Операция трудоёмкая, обычно её выполняет мужчина.

Примерно через час движения по конвейеру заготовка превращается в готовый ботинок. Его осматривают, подчищают, разглаживают, удаляют лишний клей, в общем — доводят до товарного вида.
Обратите внимание на приспособление в правой руке работницы. Один из постоянно применяемых на этом этапе ручных инструментов. Позволяет забраться в труднодоступные уголки обуви, разгладить, срезать, поправить — да много чего, инструмент многофункционален. Среди работниц называется «ковырялкой», производится в РМЦ из той же резачной стали, что и штампы. Выцыганил себе такой инструмент на память.

Промышленный фен позволяет прижечь, например, распушившийся кончик синтетической нити.

Всё, детская обувь готова. Впереди её ждёт участок окончательного контроля, проверка молнии и снабжение шнурками.

Контролёр, помимо качества изделия, проверяет соответствие левого и правого ботинок друг другу. На контроль каждой пары есть до 30 секунд.

Упаковка готового товара в коробки. Ботинки проверены, заклеймены, красиво зашнурованы (именно красиво, это важно), «липучки» и молнии застёгнуты, ботинки снабжены ярлычками на пластиковых «гарпунах».

Под каждую модель имеется свой коробочный крой. Дно, крышка, упаковочная бумага — последнее, что добавляют к ботинкам на конвейере. Готовая обувь собирается в большие короба по размерам. Короба закрываются, заклеиваются и по накладным сдаются на склад. За год туда поступает около 3 миллионов пар обуви, произведённой под торговой маркой «Котофей».

Склад — царство логистиков. Большой, тёплый, благоустроенный, с электронными метками и автоматизированным учётом.

Со склада обувь поступает в магазины.

В магазине детская обувь попадает под раздачу беспощадного отечественного ценообразования. Производитель рекомендует удерживать торговую розничную наценку на уровне +70% к закупочной цене. На деле чаще получается +300% с последующей серией скидок, приуроченных к чему попало.
Потребитель реагирует естественным образом: обращается в фирменные розничные магазины с умеренным уровнем цен, или, невзирая на «заряженный ценник», бесстрашно меряет обувь, благодарит и прощается. Чтобы заказать полюбившуюся модель нужного артикула и размера в не столь жадном интернет-магазине.
Ассортиментный ряд чрезвычайно широк. Варьируется всё: материалы, отделка, форма, цвет. Чисто технологически частая сменяемость моделей для производства нежелательна. При производстве крупной партии производительность труда элементарно растёт: люди на конвейере со временем выполняют одну и ту же операцию всё лучше.

Особенность детской обуви — отсутствие необходимости многолетнего сбережения. Нет нужды в подборе суперизносостойких материалов, детская нога растёт гораздо быстрее, чем изнашивается обувь.

Интересное и вредное явление, до сих пор у нас в стране сохраняющееся — передача обуви по наследству от старшего ребёнка младшему. Помимо чисто гигиенических нюансов, обувь всё же приформовывается за время носки по ноге обладателя и следующий за ним владелец, хочет он того или нет, будет вынужден «подгонять» свою ногу под имеющуюся чужую «колодку».

Для дошкольников обувь выбирают, преимущественно, родители. Младшие школьники уже в половине случаев могут оказать существенное влияние на выбор, ну а после окончания младших классов свою волю начинает диктовать коллектив таких же школьников. В школу надо ходить в том что «круто». В этом разрезе торговая марка «Котофей» может рассматриваться школьниками как «детская», невзирая на любые её преимущества перед китайскими поделками с условным названием «Abibas».
Чисто современная «напасть» — люди перестали ходить по пересечённой местности, большинство поверхностей, по которым мы передвигаемся — плоские. Это плохо для формирования стопы и может привести к необходимости ношения ортопедической обуви. Последняя нужна людям с отклонениями от нормали в развитии стопы, это «лечебная» обувь для коррекции и исправления. Использование в рекламе обуви прямых указаний или намёков на «ортопедичность» должно настораживать покупателя, а не привлекать. Чаще же получается наоборот: турки, например, грешат «ортопедичностью», вставляя в обувь «универсальные» жесткие супинаторы и выдавая такую конструкцию за благо.

В массовом сознании польза таких «ортопедических» супинаторов сильно преувеличена, потому добросовестному производителю приходится идти на некоторые трюки: супинатор в обуви изначально есть, вот он, смотрите. Но негативного влияния на нормальную, здоровую ногу он не оказывает, потому что выполнен из мягкого материала. На ногу, нуждающуюся в коррекции, он тоже не повлияет, как это может случиться с жестким турецким супинатором, «заточенным» не под конкретного пациента, а под некое «среднее по больнице» значение.
Интересно обстоят дела с «ортопедией» (и прочими возможными нарушениями стандартов) у наших соседей-белорусов. Производить можно что угодно, но если инспектор найдёт несоответствующую требованиям продукцию в торговой точке — наказан будет продавец. Тоталитарно и антидемократично. Зато для людей.

Веление времени — сокращение линейки детских моделей со шнурками. Завязывать шнурки современные школьники не умеют, родители не хотят, в итоге шнурки остаются только в качестве декоративного элемента, продублированного застёжкой-молнией. Пользоваться мобильным телефоном умеют 90% школьников, а завязывать самому себе шнурки только 40%. Лично для меня сия ситуация выглядит дикой.
Обувь для школьника, которая вполне может использоваться в качестве «сменной», не должна оставлять следов-полос на полу. При проектировании модели необходимо учесть и этот параметр.

Резиновые сапоги с отечественным дизайном.

В России детские обувные размеры попадают в промежуток от 18 до 38 (а иногда и до 41). Это европейская система, называемая иногда штихмассовой. Одна «единица» в такой системе эквивалентна двум третям сантиметра.
Особенность детской женской обуви — требование по отсутствию каблука. С точки зрения медицины, обувь на высоком каблуке наносит женскому организму вред. Но повышение собственной привлекательности для большинства женщин важнее, потому девочек старшего возраста отсутствие высокого каблука расстраивает.

Строгое требование к детской обуви — больше натуральных материалов. Бывает, что обувь производится преимущественно или даже целиком из синтетики. Она дешевле по цене и предназначена для кратковременного, пляжного, например ношения. Хит детской обуви из натуральной кожи — чешки. Пользуются постоянным устойчивым спросом.

Детские ботинки, пригодные для повседневного сезонного ношения. Очень добротные штиблеты из натуральной эластичной кожи «пулл-ап» (pull-up), со шлифованной лицевой поверхностью и водоотталкивающим эффектом.


Детские войлочные сапожки. Сочетают в себе все достоинства удобной и износостойкой синтетической подошвы с высокими качествами натуральной валяной шерсти. У отечественного войлока конкурентов мало или нет совсем. Плотный, тёплый, непродуваемый материал важнее «узоров». У войлочной обуви ещё и самый широкий диапазон по допустимым температурам. Можно комфортно находиться в ней и в тёплом помещении и на морозе. Обувь из валяной шерсти «дышит», поглощая и испаряя влагу.

При возможности войлок декорируется. Как видно, декорация двунаправленная: с более сказочным уклоном и более агрессивным, «мальчиковым». Часть обуви украшается неодинаковыми для левого и правого экземпляра принтами. Это позволяет малышам быстрее научиться различать «право» и «лево».

Для обеспечения комфорта войлочные сапоги оборудованы молниями или «липучками». В ассортименте есть особо тёплые модели: войлок на меховой подкладке.

Обувь с синтетическим верхом, предназначенная для ношения в агрессивных условиях отечественной зимы.


Перед нами то немногое, что производится на фабрике для взрослых. Условно называемые «валенками» войлочные или комбинированные сапоги. Именно такие (чёрные, модели Hunter) протестировал лично: лёгкая и тёплая обувь, привлекательно выглядящая, на молнии и с вшитым защитным клапаном. Задник и носок усилены, подошва с протектором.

Для прекрасных дам: исключительно популярная женская модель.

Рабочее место на обувной фабрике должно быть оборудовано соответствующим образом.

Приёмная генерального директора, оформленная такого рода коллекцией, не оставляет никаких сомнений: здесь делают именно обувь.

Коридоры административного корпуса завешаны рамками с дипломами и благодарностями.

Встречаются исторические экземпляры.
Очень интересный штамп. Эклектика!


Встречаются и нестандартные благодарности. На мой взгляд, куда более ценные, чем те, официальные.

Автор материала Михаил Михин










Комментарии - всего 4